How ASTM A500 Minimum Yield Relates to HSS Shapes
More structural engineers are using Hollow Structural Sections (HSS) because of their high strength-to-weight ratio and versatility. Whether you leverage their superior design properties in both axes or rely on their efficiency in compression column applications, HSS provides an adaptable solution for modern structural engineering challenges. As design requirements grow more demanding in 2026, the popularity of these sections continue to rise.
When structural engineering teams tour Atlas Tube manufacturing facilities across North America, technical questions arise related to the specific material specifications governing that production. One of the most common inquiries focuses on the yield point variations between different HSS shapes.
If you look closely at the ASTM specifications, you will notice that the minimum yield point for round HSS differs from that of square and rectangular sections. This article breaks down the mechanics behind this difference and explores how understanding material behavior can help you optimize your design process.
Unpacking the ASTM A500 Specification
Sections manufactured to the ASTM A500 specification feature different minimum yield points depending entirely on the physical shape of the final section. When you specify an HSS round section manufactured to ASTM A500 Grade C, the minimum yield strength is 46,000 psi (46 ksi). However, when you specify ASTM A500 Grade C for square and rectangular sections, that minimum yield requirement increases to 50,000 psi (50 ksi).
This often prompts a practical question from lead engineers and designers: Since manufacturers often produce these two products on the exact same line, using the exact same steel coil, why do the minimum yield points differ? The answer lies in the physics of manufacturing and the cold working required to transform raw material into its final geometric shape.
The Mechanics of Cold Working and Strain Hardening
To understand the difference in yield strength, we must look at what happens after hot-rolled steel reaches and passes its initial yield point. This process relies on cold working, also known as strain hardening.
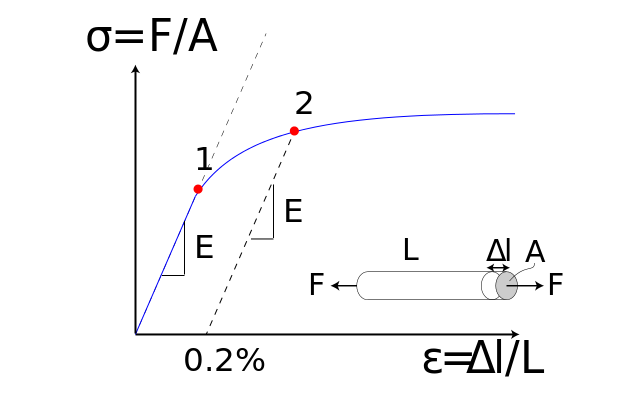
If you examine a standard stress-strain plot for a piece of steel subjected to a tensile load, you will notice a distinct point at which the steel yields. Once the material passes this specific point, the steel continues to gain strength, but it does so at an accelerated rate of strain. This specific region on the curve represents where strain hardening occurs.
During the production of HSS sections, manufacturers start with hot-rolled steel coil and then form it into a round shape. They achieve this by passing the coil through a series of specialized rollers and dies on the tube mill. As the flat coil bends to form a cylinder, the steel actually reaches its yield point. It immediately begins to gain strength through strain hardening simply from the action of forming the initial round shape.
Once the edges meet, the material undergoes electric resistance welding. After the new tube cools down, the manufacturing line pushes the steel through a second set of sizing stands. This final step cold-works the tube into its ultimate profile—whether it remains a round section or transforms into a square or rectangular shape.
Why Squares and Rectangles Yield Higher
The discrepancy in minimum yield strength comes down to the volume of cold working applied to the steel. Transforming a round tube into a square or rectangle requires significantly more mechanical force and deformation than simply sizing a round tube.
Because the process of manufacturing square and rectangular HSS involves more cold working, the material undergoes a higher degree of strain hardening. This additional mechanical manipulation pushes the steel further along the stress-strain curve. Consequently, the defined yield point of the cold-worked steel increases for squares and rectangles (50 ksi) compared to their round counterparts (46 ksi).
Understanding this fundamental material behavior allows your engineering team to accurately calculate load paths and optimize material selection, ensuring you meet strict project requirements without over-engineering the columns.
Continuous Learning for Structural Teams
Material science and structural steel manufacturing continue to evolve. Staying updated on the physical properties of your materials ensures your designs remain efficient and innovative.
If you want to dive deeper into how HSS can optimize your next project, consider bringing your team together for a dedicated technical presentation with one of our Engineering Experts. We offer in-person and virtual lunch and learn sessions designed for senior structural engineers. During these sessions, we explore advanced design optimization techniques and new technologies that make specifying and connecting HSS more efficient.
Photo Source: BenBritton – Own work, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=27279768